16606357772




更新时间:2025-04-20 18:44:21 浏览次数:12 公司名称: 裕盛钢板仓有限公司
| 是否厂家 | 是 |
|---|---|
| 产品材质 | Q235B-Q355D |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 定制加工 |
| 可售卖地 | 全国 |
| 适用领域 | 工业、农业、仓储 |
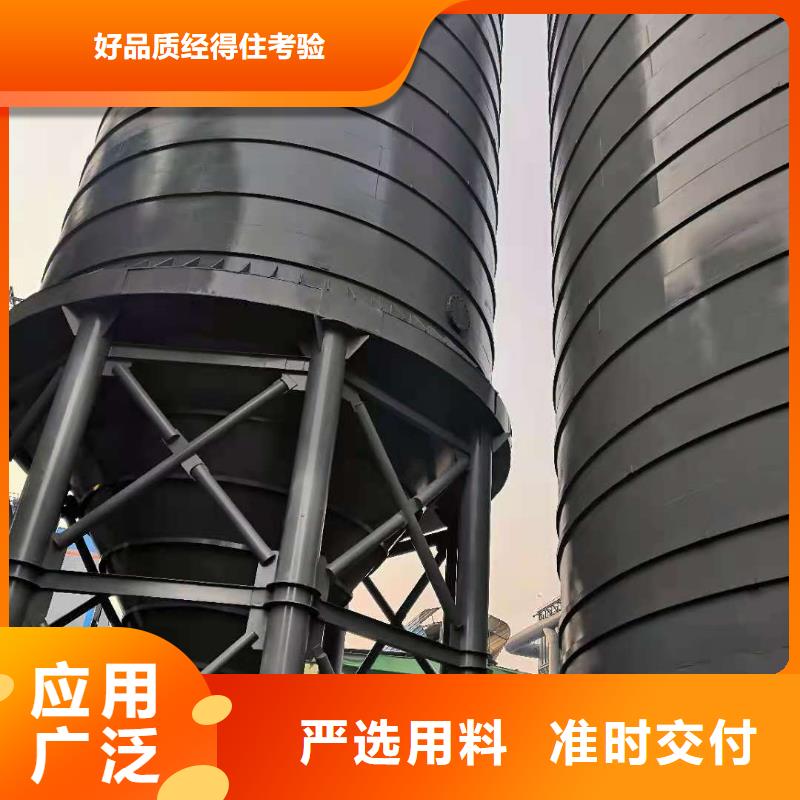


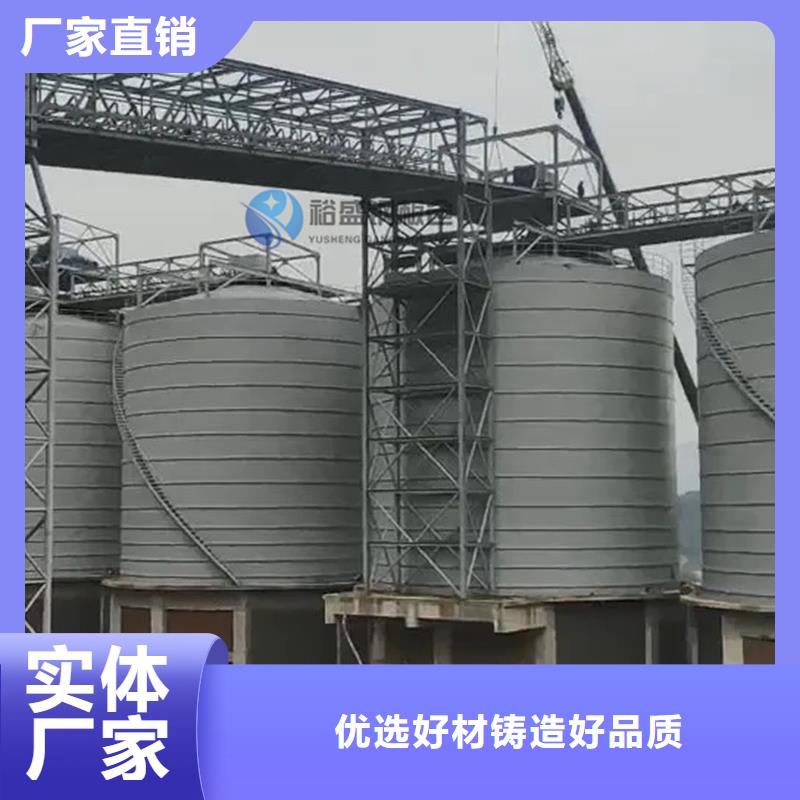



裕盛钢板仓有限公司一直以来奉行“ 鹤壁淇县气化管、钢板库制作厂家、钢板仓生产厂家、粉煤灰库建设、大型物料钢板库施工、水泥库制造厂家货真价实,价格低廉,”杜绝销售假冒伪劣 鹤壁淇县气化管、钢板库制作厂家、钢板仓生产厂家、粉煤灰库建设、大型物料钢板库施工、水泥库制造厂家产品,不欺瞒客户,诚信对待客户,真正做到为客户考虑,出谋划策.提供参考意见,并以诚信待客,多年来在鹤壁淇县周边地区赢得众多客户。



钢板仓确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。




